怎样挑选螺纹加工刀具?我们需要对刀具的特点及加工工艺进行详细分析才能做出合适的选择。今天继续为大家介绍几种螺纹刀具典型产品,看看它们有什么特点和应用案例。
(本篇选自《数控刀具选用指南》第三章第五节(二)典型产品介绍)
(五)CoroCut? XS螺纹加工刀具(山特维克可乐满)
用于工件直径≤32mm的小零件加工中的精密螺纹加工,特别是在刀具接近工件轴肩以及在纵切机床中的应用场合,也用于切断、割槽和车削。产品如图3-74所示。
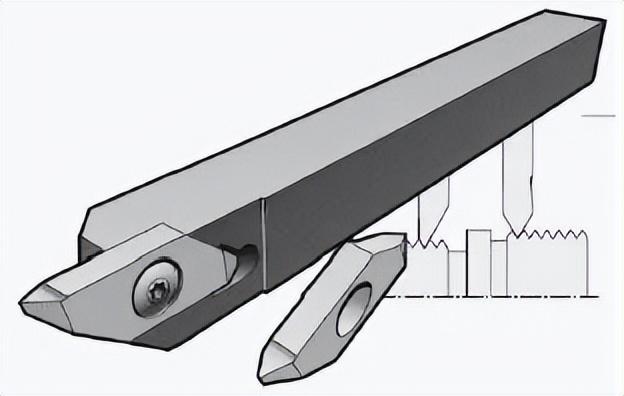
图3-74 CoroCut? XS刀具
产品特性:
(1)所有刀片可用于同一刀杆。
(2)刀片转位简单,并具有良好的可达性。
(3)刃口锋利。
(4)低切削力。
(六)CoroCut? MB内螺纹加工刀具(山特维克可乐满)
用于小工件的内螺纹加工,应用于内孔直径大于10mm以上的内孔螺纹加工,拥有V形或全牙型的内螺纹槽形,所有刀片可以结合钢制或硬质合金刀杆一起使用,如图3-75所示。

图3-75 CoroCut? MB应用状态
产品特性:
(1)安全可靠的夹持方式。
(2)刀片重复定位精度高。
(3)刀具可达性高。
(4)具有非常合理的排屑处理方式,能很好地处理切屑问题。
(七)Tung Thread螺纹车削系列(泰珂洛)
1. 产品简介 泰珂洛TungThread系列螺纹车削刀具(见图3-76)具有业界标准的产品配置,螺纹刀片种类丰富,切削性能优良。针对各个行业的螺纹加工已有完整的系列刀具。

图3-76 TungThread系列螺纹车削刀具
2. 产品特点
(1)业界标准的产品种类,设有多种多样的螺纹切削用刀片。
(2)价格具有较高的竞争力 ,M级带断屑槽刀片具有极好的降本成果。
(3)优良的切削性能,加工精度高,断排屑效果好。
(4)AH725是通用型第一推荐材质,具有出色的耐磨性。
3. 应用实例
1)工件名称:接头。
2)工件材质:SUS304。
3)应用:外螺纹车削。
4)机床:数控车床。
5)切削液:湿切。
6)刀杆:CER2525M16DT。
7)刀片:16ER15ISO AH725。
8)切削参数:vc=100m/min,f=1.5mm/r。
9)切削次数:11次。
10)切削效果:刀具寿命提高了1.2倍。
(八)“薄”型螺纹刀片(株洲钻石)
“薄”型螺纹刀片产品如图3-77所示。

图3-77 “薄”型螺纹刀片
1. 刀尖形式 如图3-78所示,刀尖带压制断屑槽,断屑性能优良,有效控制切屑,减少过程监控。刀尖锋利,切削力小,抑制积屑瘤的产生。适用于粘性或加工硬化材料。
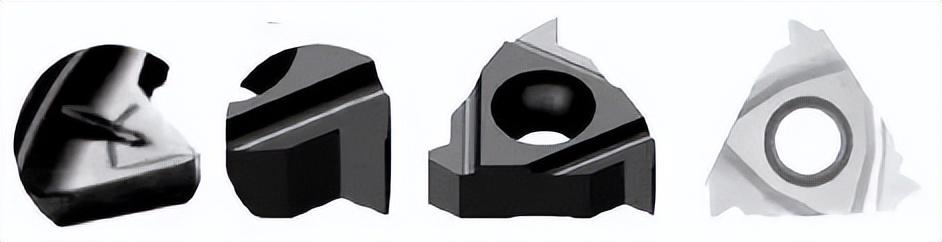
图3-78 刀尖形式
2. 刀片牌号 YBG202 nc-TiAlN涂层与超细颗粒的强韧性基体结合,适用于各类被加工材料的精车削、半精车削加工及高温合金粗车削加工。YBG205超细TiAlN基纳米涂层,添加耐磨和耐高温的稀有元素,综合性能有较大的提升。细晶粒的碳化钨基硬质合金,具有高的硬度和韧性。特殊的表面处理技术,去除有害应力的同时降低表面粗糙度值。特别适合不锈钢材料的切削加工。
3. 应用案例
1)工件:管接头(加工应用如图3-79所示)。
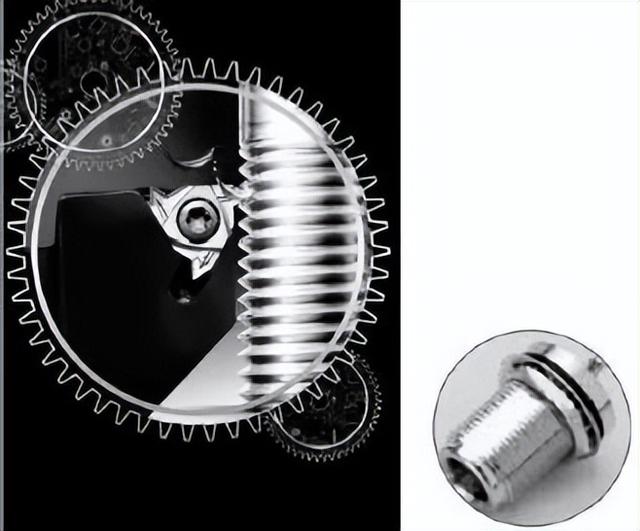
图3-79 应用状态
2)加工内容:车外螺纹。
3)设备:数控车床。
4)材料:不锈钢304,硬度180~220HBW,直径20mm。
5)使用刀片:YBG205/RT16.01W-14WPB。
6)切削参数:vc =100m/min。
7)加工效果:加工工件数量高达800件,而市场同类产品只有450件。
好了,这篇文章的内容发货联盟就和大家分享到这里,如果大家网络推广引流创业感兴趣,可以添加微信:80709525 备注:发货联盟引流学习; 我拉你进直播课程学习群,每周135晚上都是有实战干货的推广引流技术课程免费分享!